Número Browse:114 Autor:editor do site Publicar Time: 2024-06-21 Origem:alimentado

Corte é o processo de cortar uma folha em tiras ou blocos antes da produção da bobina.

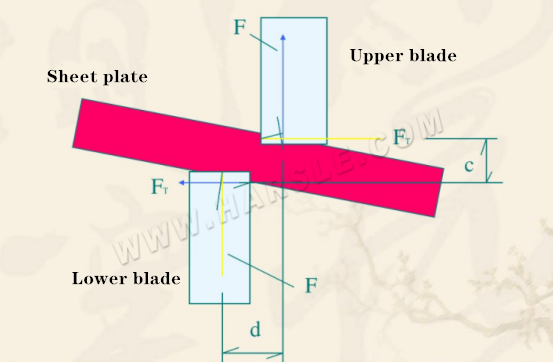
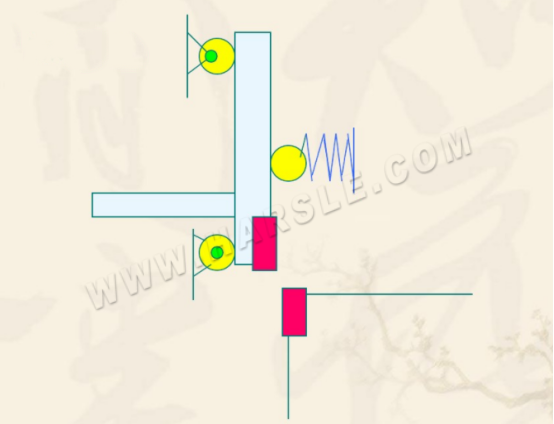
Diagrama esquemático do processo de corte
1 – lâmina superior; 2—folhas; 3 – lâmina inferior
● Quando o corte é realizado, a tesoura é fixada, a tesoura superior se move para baixo e, quando o corte começa, a lâmina da tesoura superior pressiona a folha, e um par de força de cisalhamento F e o torque correspondente Fd forçam a folha cortada gire, mas estará sujeita ao processo de rotação. A lateral da tesoura bloqueia o par de impulsos laterais FT e o momento correspondente FTc no outro plano da tesoura. A direção impede a rotação da folha. Quando o cisalhamento começa, o ângulo da chapa aumenta com o aumento da profundidade de indentação. E o torque FTc também aumenta, então a aresta de corte é pressionada até uma certa profundidade e tem Fd = FTc, então o cisalhamento o material não girará até que seja cisalhado sob a força de cisalhamento.
● Este tipo de equipamento para corte de chapas é chamado de máquina de corte.

A máquina de corte comum geralmente consiste em fuselagem, sistema de transmissão, porta-ferramentas, prensador, bloco frontal, bloco traseiro, dispositivo de alimentação, dispositivo de ajuste de folga da lâmina, dispositivo de linha de iluminação, dispositivo de lubrificação, controle elétrico dispositivo, etc. Os principais componentes estão estruturados da seguinte forma.

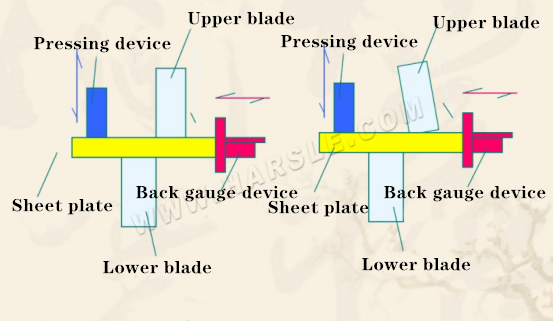
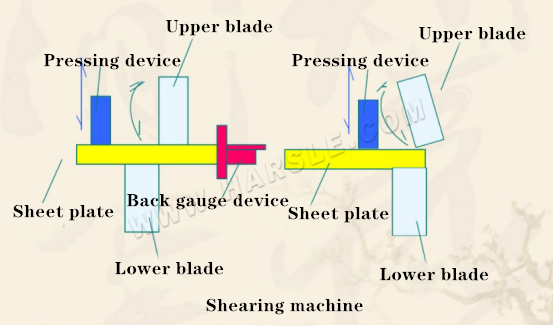
a) Máquina de corte guilhotina b) Máquina de corte inclinada para frente c)、d) Máquina de corte giratório
1 – folha de metal 2 – prensador 3 – lâmina superior 4 – dispositivo de medição traseira 5 – lâmina inferior
A fuselagem é geralmente composta por colunas esquerda e direita, mesas de trabalho, vigas e similares.
A fuselagem é dividida em uma estrutura combinada de fundição e uma estrutura geral soldada.
A fuselagem da estrutura de montagem de fundição usa principalmente peças fundidas e os componentes são conectados entre si por pinos e pinos.
A estrutura desta fuselagem é pesada, a rigidez é fraca e o trabalho de usinagem da superfície articular também é grande.
Em comparação com a estrutura fundida, a estrutura geral soldada tem as vantagens de uma qualidade de corpo mais leve, boa rigidez e fácil processamento.
Atualmente, a fuselagem com estrutura soldada em chapa de aço integrada está aumentando.
⑴A espessura, as propriedades do material e a forma da folha de cisalhamento devem ser coordenadas com o método de cisalhamento e o equipamento de cisalhamento e não devem ser violadas.
⑵Antes de cortar, ajuste a folga da lâmina de acordo com a espessura da folha e verifique se a ponta está afiada.
⑶Ajuste o dispositivo de bloqueio de material de acordo com o tamanho da placa de corte. Depois que o teste for aprovado, aperte os parafusos e verifique e ajuste-os na produção em lote.
⑷Antes de usar a máquina de corte, verifique se a embreagem, os freios e os dispositivos de segurança da máquina estão normais.
⑸No caso de operação multipessoal, é necessário coordenar e cumprir os procedimentos operacionais seguros.
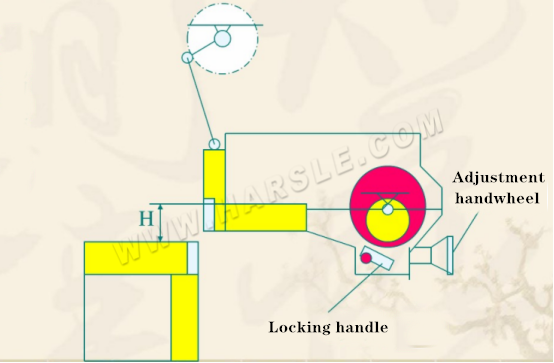
Após o cisalhamento, a máquina de corte deve garantir a retilineidade e o paralelismo da superfície cisalhada da chapa cisalhada e minimizar a distorção da chapa para substituir a peça de trabalho. A lâmina superior da máquina de corte é fixada no porta-ferramentas e a lâmina inferior é fixada na mesa de trabalho. Uma bola de suporte é montada na bancada para que a chapa não seja riscada ao deslizar sobre ela. O medidor traseiro é utilizado para posicionamento da folha e a posição é ajustada pelo motor. O cilindro da prensa é usado para comprimir a chapa para evitar que ela se mova durante o corte. O guardrail é um dispositivo de segurança para evitar acidentes. A viagem de volta geralmente é baseada em nitrogênio, que é rápido e tem pequeno impacto.
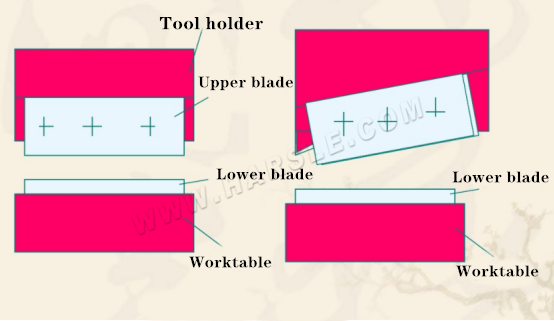
A lâmina plana é cortada e a folha fica em contato com todo o comprimento das arestas de corte superior e inferior. A força de cisalhamento é grande, o consumo de energia é grande, a vibração é grande, mas a qualidade do corte é boa, reta e sem distorção. O corte com lâmina plana é usado principalmente para pequenas máquinas de corte e corte de chapas finas, e há muitas transmissões mecânicas.
O cisalhamento da borda oblíqua é progressivo, o tamanho do cisalhamento instantâneo é menor que a largura da placa e as arestas de corte superior e inferior são ângulos de cisalhamento (0,5-4°). Algumas máquinas de cisalhamento hidráulico são ajustáveis, relacionadas à força de cisalhamento e ao curso de cisalhamento. A qualidade não é tão boa quanto a tesoura de lâmina plana, há distorção, mas a força de cisalhamento é pequena e é usada em máquinas de corte de grande e médio porte.
A guilhotina é dividida em dois tipos de acordo com o modo de movimento do porta-ferramenta: linear e oscilante. A lâmina linear é retangular, de quatro lados, durável e a folga da aresta de corte deve ser ajustada.
Guia de rolamento de três pontos
O porta-ferramentas da máquina de corte pendular gira em torno de um ponto, a rugosidade da seção é pequena, a precisão dimensional é alta, a fenda é perpendicular ao plano da placa e o porta-ferramentas é um componente do tipo caixa:
Modelo de exemplo: QC11K-6*2500
●Máquina de corte hidráulica QC11K:
A máquina de corte é dividida em tipo linear e tipo oscilante de acordo com o modo de movimento do porta-ferramenta. A estrutura linear é relativamente simples (como um portão, por isso também é chamada de tipo portão). É fácil de fabricar, a seção da lâmina é retangular e os quatro lados podem ser usados como lâmina, por isso é mais durável. O porta-ferramentas da máquina de corte giratório oscila em torno de um ponto fixo durante o corte. A vantagem é que o atrito e o desgaste entre as arestas de corte superior e inferior é pequeno, a deformação da lâmina é pequena e a precisão do corte é alta.
| Modelo | Corte Grossura (mm) | Assustador Largura (mm) | AVC Tempos (cortes/min) | Medidor traseiro Tocou (mm) | Corte Pescador(°) | Principal Poder (KW) | Geral Dimensions (C×L×A)(mm |
| 6×2500 | 6 | 2500 | 16~35 | 20~600 | 30'~1°30 | 7.5 | 3200×1500×2100 |
| 6×3200 | 6 | 3200 | 14~35 | 20~600 | 30'~1°30 | 7.5 | 3900×1580×2150 |
| 6×4000 | 6 | 4000 | 10~30 | 20~600 | 30'~1°30 | 7.5 | 4700×1650×2250 |
| 6×5000 | 6 | 5000 | 10~30 | 20~800 | 30'~1°30 | 11 | 5700×1800×2380 |
| 6×6000 | 6 | 6000 | 8~25 | 20~800 | 30'~1°30 | 11 | 6700×2000×2650 |
| 8×2500 | 8 | 2500 | 14~30 | 20~600 | 30'~2° | 11 | 3200×1550×2150 |
| 8×3200 | 8 | 320 | 12~30 | 20~600 | 30'~2° | 11 | 3950×1750×2350 |
| 8×4000 | 8 | 4000 | 10~25 | 20~600 | 30'~2° | 11 | 4700×1800×2480 |
| 8×5000 | 8 | 5000 | 10~25 | 20~800 | 30'~2° | 15 | 5700×1950×2600 |
| 8×6000 | 8 | 6000 | 8~20 | 20~800 | 30'~2° | 15 | 6700×1980×2650 |
| 12×2500 | 12 | 2500 | 12-25 | 20~800 | 30'~2° | 15 | 3250×1680×2250 |
| 12×3200 | 12 | 320 | 12~25 | 20~800 | 30'~2° | 15 | 3980×1800×2550 |
| 12×4000 | 12 | 4000 | 8~20 | 20~800 | 30'~2° | 15 | 4800×1950×2650 |
| 12×5000 | 12 | 5000 | 8~20 | 20~1000 | 30'~2° | 22 | 5800×2150×2700 |
| 12×6000 | 12 | 6000 | 6~20 | 20~1000 | 30'~2° | 30 | 6800×2450×2900 |
| 16×2500 | 16 | 2500 | 12~20 | 20-800 | 30'~1°30° | 22 | 3280×1830×2520 |
| 16×3200 | 16 | 3200 | 12~20 | 20~800 | 30'~1°30° | 22 | 3950×1950×2650 |
| 16×4000 | 16 | 4000 | 8~15 | 20~800 | 30'~1°30° | 22 | 4800×1970×2700 |
| 16×5000 | 16 | 5000 | 8~15 | 20~1000 | 30'~1°30° | 30 | 5800×2250×2870 |
| 16×600 | 16 | 6000 | 6~15 | 20~1000 | 30'~1°30° | 37 | 6800×2450×3150 |
| 20×2500 | 20 | 2500 | 10~20 | 20~800 | 30'~3° | 30 | 3400×2260×2520 |
| 20×3200 | 20 | 3200 | 10~20 | 20~800 | 30'~3° | 30 | 4100×2300×2700 |
| 20×4000 | 20 | 4000 | 8~15 | 20~800 | 30'~3° | 30 | 4900×2500×2880 |
| 20×5000 | 20 | 5000 | 8~15 | 20~1000 | 30'~3° | 37 | 5900×2750×2980 |
| 20×6000 | 20 | 6000 | 6~15 | 20~1000 | 30'~3° | 37 | 6900×2850×3200 |
| 25×2500 | 25 | 2500 | 8~15 | 20~800 | 30'~3° | 37 | 3420×2400×2650 |
| 25×3200 | 25 | 3200 | 8~15 | 20~800 | 30'~1°30° | 37 | 4150×2500×2750 |
| 25×4000 | 25 | 4000 | 6~12 | 20~100 | 30'~1°30° | 37 | 4900×2600×2950 |
| 30×2500 | 30 | 2500 | 8~12 | 20~1000 | 30'~1°30° | 55 | 3450×2600×2750 |
| 30×3200 | 30 | 3200 | 8~12 | 20~1000 | 30'~4° | 55 | 4150×2700×2850 |
| 30×4000 | 30 | 4000 | 8~12 | 20~1000 | 30'~4° | 55 | 4900×2900×3100 |
| 40×2500 | 40 | 2500 | 4~10 | 20~1000 | 30'~4° | 55 | 4000×2950×3150 |
| 40×3200 | 40 | 3200 | 4~10 | 20~1000 | 30'~4° | 55 | 4900×3050×3680 |
●Tabela de ação da válvula solenóide e requisitos técnicos

exigência de habilidades
● A pressão máxima de trabalho do sistema hidráulico é 18Pa e a pressão da válvula de alívio (4) é ajustada para 18MPa.
● O acumulador (17) é preenchido com pressão de nitrogênio de 3-5 MPa, e a válvula esférica (14, manômetro 16) tem uma pressão de óleo de 8-14 MPa (ajustada de acordo com o status de retorno da ferramenta).
● A faixa normal de temperatura do óleo de trabalho do sistema é de 10 a 60 graus.
● O sistema hidráulico utiliza óleo hidráulico antidesgaste de meio de trabalho L-HM46.
● Requisitos de limpeza do sistema hidráulico NAS11
●Modelo de peças hidráulicas

●Sistema hidráulico da máquina de corte

● Partida da bomba de óleo e enchimento de óleo
Primeiro, feche a válvula do cilindro esférico 11 e afrouxe a válvula de alívio principal 4 no sentido anti-horário para ligar o motor da bomba de óleo, o núcleo da válvula solenóide manual YV11, ajuste o volante da válvula de alívio principal 4 no sentido horário e observe o principal valor do manômetro, a pressão será travada após ser ajustada para a pressão especificada pelo sistema em 17 MPa. Em seguida, gire o interruptor 'cheio de óleo' no painel de operação para a posição 'ligado', as válvulas solenóides YV1, YV2, e YV4 são energizados, a máquina de corte é abastecida com óleo, o porta-ferramenta desce até o ponto final inferior e a válvula esférica 14 é aberta para enchimento de óleo. Durante o processo, observe que o valor da pressão no acumulador o manômetro 16 sobe para 8 a 14 MPa (dependendo da velocidade de retorno do porta-ferramenta), feche a válvula esférica 14 e, em seguida, gire o interruptor 'cheio de óleo' para a posição 'desligado'. O suporte superior 'up' do pedal inferior é levantado para o posição de ponto morto superior, o trabalho de enchimento de óleo é concluído, a válvula esférica do cilindro de pressão 11 é aberta e a máquina pode entrar em operação normal.
●Parar
Quando a válvula solenóide YV11 é desenergizada, o óleo hidráulico sai da bomba de óleo → válvula de transbordamento → retorna ao tanque de combustível. Neste ponto, o porta-ferramentas não funciona.
Quando o pedal está 'para baixo', a válvula solenóide YV1 é energizada e o óleo hidráulico é devolvido ao tanque através da válvula solenóide; a bomba de óleo é descarregada através das válvulas 10, 12 na câmara superior do cilindro 18, e o óleo na câmara inferior do cilindro 18 entra no cilindro. Na câmara superior 19, a câmara inferior do cilindro 19 entra no acumulador 17 para formar uma passagem de óleo em série; o outro óleo entra no cilindro de pressão 7 através da válvula esférica 11. Neste momento, o cilindro de prensagem se move para baixo para pressionar a peça de trabalho. À medida que a pressão aumenta, o corpo porta-ferramenta supera a força de suporte da câmara inferior do cilindro 19 e se move para baixo para o ponto morto inferior. O corte de energia YV1 e YV2 termina. A pressão de trabalho da linha de óleo é controlada pela válvula de alívio 4, e o valor da pressão é lido no manômetro 9. Ao pisar no pedal 'para cima', o óleo da bomba de óleo é retornado ao tanque de óleo através da válvula de transbordamento 4, neste momento YV3 é energizado, o porta-ferramenta é retornado sob a ação do acumulador, e o cilindro de pressão fica sob a ação da mola, por onde o óleo passa através da válvula 6. A válvula 10 é devolvida ao tanque de combustível e o porta-ferramenta é elevado ao ponto morto superior para completar todo o processo de corte.
Ao limpar o sistema hidráulico, para evitar injeção de óleo! A válvula esférica inferior do acumulador 14 deve primeiro ser aberta e liberada para fazer o porta-ferramenta cair e depois inspecionada. Após a conclusão da revisão, siga o procedimento acima instruções para 'Início da bomba de óleo e enchimento de óleo'.
● Ruído da bomba de óleo
A bomba de óleo possui uma grande resistência à absorção de óleo. Verifique a porta de sucção, filtre e remova o bloqueio.
O nível do óleo está baixo. Encha o tanque com a linha central da janela de óleo.
A viscosidade do óleo é grande. Substitua o fluido hidráulico.
A temperatura do óleo está muito baixa. Ligue a bomba de óleo em marcha lenta por um tempo para aquecer ou instalar o aquecedor
● A velocidade de corte é muito lenta
A bomba de óleo não tem óleo suficiente. Bomba de óleo de inspeção
Vazamento no sistema. Verifique bombas, válvulas, cilindros, etc., um por um
O regulador de pressão está com defeito. Válvula de serviço.
Pressão insuficiente. Ajuste a pressão para 18MPa.
● Movimento de ultrapassagem do cilindro
A viagem não está funcionando corretamente. Bloco de inspeção e interruptor de deslocamento
● A temperatura do óleo está muito alta
A bomba de óleo vaza muito. Repare a bomba de óleo.
A linha de retorno da bomba está bloqueada ou não está lisa. Repare a linha de retorno.
O óleo está sujo. Substitua ou melhore a limpeza do óleo.
● Corte insuficiente
A bomba de óleo não consegue estabelecer pressão. Repare a bomba de óleo.
Vazamento ou mau funcionamento do sistema e da válvula. Revise as válvulas e vazamentos de óleo.
A válvula solenóide YVI não pode ser desligada. Verifique se há sinais de circuito ou se o carretel está preso.
● O circuito de óleo não consegue estabelecer pressão e o porta-ferramentas superior não se move.
Mau contato do plugue elétrico da válvula solenóide. Verifique o plugue.
O carretel da válvula solenóide está preso ou puxado. Remova a retificação do núcleo da válvula.
Não há detritos na vedação do obturador da válvula. Limpeza.
O orifício do acelerador na válvula está bloqueado. Desmonte a limpeza.
● O retorno do porta-ferramenta é muito lento
A válvula solenóide não está comutando. Repare a válvula solenóide.
O acumulador tem pressão de nitrogênio insuficiente. A pressão do nitrogênio é de 3 ~ 5 MPa.
O porta-ferramenta superior e o cilindro de prensa não estão coordenados. Verifique se a válvula solenóide do cilindro prensa está funcionando corretamente.
● O porta-ferramenta desce lentamente durante o movimento
Má vedação do cone da válvula reversora. Após retirar a válvula reversora, despeje querosene de um lado para verificar se há vazamentos; se houver vazamento, substitua ou esmerilhe a superfície de vedação.
As câmaras superior e inferior do cilindro são lubrificadas. Verifique se a vedação do êmbolo está boa.
● Os dois cilindros não estão sincronizados quando o porta-ferramentas superior retorna
A vedação interna do pistão do cilindro está mal conectada aos lados superior e inferior do óleo. Substitua a vedação do êmbolo.
● Ideias para manutenção de sistemas hidráulicos
A falha do sistema hidráulico deve basear-se no princípio do controle elétrico fácil e difícil, primeiro e segundo, interno e interno após o controle hidráulico.
Revise o esquema hidráulico e entenda a relação lógica da ação. Não comece cegamente.
A relação entre pressão e fluxo é a pressão gerada pelo fluxo para analisar a causa da falha.
Peça ao operador para saber o estado do equipamento e as anomalias que ocorreram quando a falha ocorreu.

 Português
Português Pусский
Pусский























